
Lancashire Boiler: Design, Operation, Advantages and Disadvantages
Lancashire boilers were Victorian-era fire-tube boilers known for their efficient steam generation. The invention and proliferation of Lancashire boilers drove the Industrial Revolution, as steam helped replace manual labour and speed up production in various industries.
These boilers’ fire-tube design allowed for large quantities of steam to be produced with maximum fuel efficiency, whilst their operation did not require exceptionally skilled labour. These advantages made Lancashire boilers popular in textile factories, paper mills, and chemical plants, where their steam drove machinery and supplied heat for various chemical processes.
That said, Lancashire boilers took a long time to produce steam, which came out at a low pressure. This proved to be a disadvantage in industries that required the quick production of high-pressure steam. The exceptionally large size of the boilers’ additionally meant that only large facilities could house them.
Lancashire boilers have been phased out in favour of the more compact, versatile, and efficient steam boilers. However, a few of the relics remain in operation at historical exhibits.
Below is a guide to Lancashire boilers’ origins, historical significance, functions, components, pros, and cons.
What is a Lancashire boiler?
A Lancashire boiler is a fire-tube type of boiler that uses two large tubes (also referred to as “flues”) with integral burners to heat water. The two flues run the length of the boiler’s cylindrical steel shell. Lancashire boilers are known for their wide shape, big size, and low steam pressure. The boiler’s characteristic design efficiently transfers heat, reducing heat loss during operation.
The boiler works by burning coal inside the two fire tubes. The combustion process heats the water around it and produces steam, which then powers machines, helps chemical reactions, and provides heat in textile mills. Steam is also used to generate power, heat buildings, and operate machinery.
William Fairbairn invented the boiler in the 1840s, and it was first used in Lancashire to generate steam for machinery in factories and mills. During the Industrial Revolution, these boilers became popular for their dependable and fuel-efficient steam power.
What is the historical significance of the Lancashire boiler?
The historical significance of the Lancashire boiler is its role in advancing steam-powered technology during the Industrial Revolution. In turn, steam technology helped transition production from manual labour to mechanised processes. The boiler’s historical origin stemmed from the need to address the inefficiencies of previous boiler models. Fairbairn’s design offered greater steam generation capacity and fuel efficiency, which became essential for running large-scale textile machinery.
Over time, the Lancashire boiler’s impact extended beyond textiles to benefit mining, milling, and ironworks industries. Its reliability and efficiency contributed to the rapid industrialization of the 19th century and facilitated mass production.
The widespread use of Lancashire boilers continued until the mid-20th century. By the 1960s, the development of more efficient and compact boilers led to their gradual replacement. However, the boilers’ operational simplicity and robustness kept some in use for several decades longer. As of now, a few operational Lancashire boilers still exist, primarily as part of historical exhibits and industrial heritage sites in the UK.
How is the Lancashire boiler designed?
The Lancashire boiler is designed as a large, horizontal, cylindrical steel shell with two internal fire tubes running its length. This design is characteristic of fire-tube boilers, where hot gases from a fire pass through tubes running through a sealed water container.
The boiler’s two large, horizontal flues contain the coal-fired burners, which produce hot gases as the fuel combusts. These heated gases pass through the flues, transferring their heat to the surrounding water. The cylindrical shape of the boiler facilitates equal distribution of heat and pressure as the water boils and turns to steam.
To ensure the fuel’s efficient combustion in the flues, a large firebox is included in the boiler’s design. Additionally, the Lancashire boiler is equipped with multiple fire doors for fuel loading and ash removal, as well as a chimney for exhaust gases. The diagram below illustrates the components and design of the Lancashire boiler.
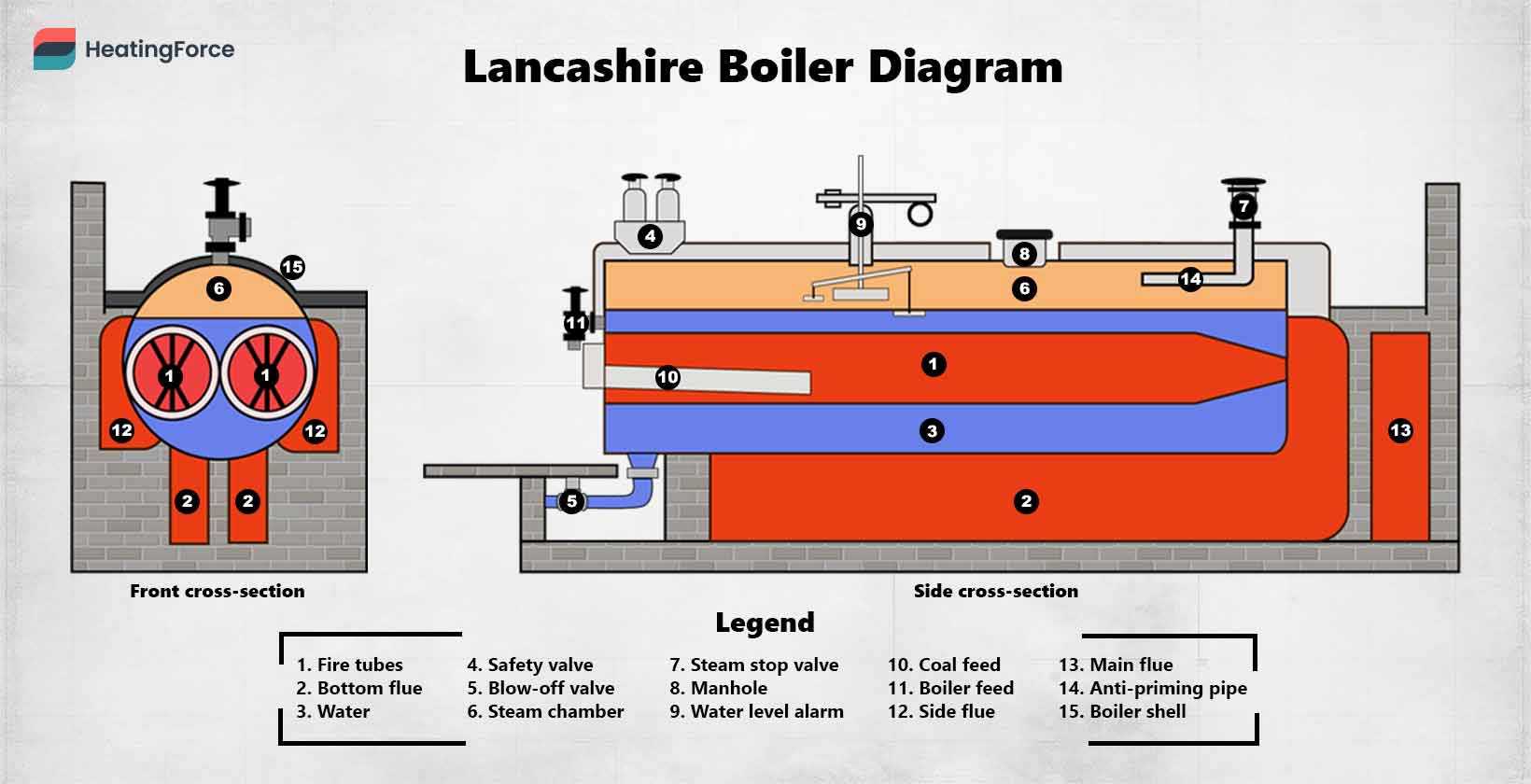
What are the key components of a Lancashire boiler?
Below is a list of the seven key Lancashire boiler components.
- Fire tubes: Two large fire tubes run horizontally through the boiler’s length. They are the main site of coal combustion and enable heat transfer to the water.
- Flues: The boiler’s flues help expel exhaust gases. They create a natural draught, thus enhancing combustion.
- Coal feed: The firebox houses the fuel for burning. Its design is crucial for efficient and complete combustion.
- Pressure gauge: This gauge measures the steam pressure inside the boiler, ensuring that the safety valves release steam when the pressure climbs too high.
- Safety valves: These valves maintain safe pressure levels in the boiler, releasing excess steam to prevent pressure buildup and explosions.
- Water level indicator: This indicator monitors the water level within the boiler, ensuring it doesn’t fall too low or rise too high.
- Boiler accessories: Various boiler accessories complement these components, including economizers for improving fuel efficiency, superheaters for increasing steam temperature, and blow-off valves for sediment removal.
How does the Lancashire boiler operate?
The Lancashire boiler operates by generating steam through the combustion of coal in its two internal fire tubes. This process involves the seven steps below.
- Fuel combustion. Boiler operators load coal into the fire-tubes, where it ignites and burns to produce heat.
- Heat transfer. The heat from the burning coal moves through the fire tubes and transfers to the surrounding water, turning it into steam.
- Steam generation. The steam builds up at the top of the boiler, reaching high temperatures but staying at a relatively low pressure.
- Steam utilisation. The steam travels through pipes for various applications, such as powering machinery, heating, or other industrial processes.
- Exhaust handling. Exhaust gases from the burning coal exit through the chimney. This process creates a natural draft and improves combustion efficiency.
- Water circulation. As water converts to steam, the boiler replaces its water reserve for continued steam production.
- Safety and maintenance. Safety valves and pressure gauges monitor pressure and maintain safe operation levels.
What is the role of internal firing in a Lancashire boiler?
The main role of internal firing in a Lancashire boiler is maximising heat transfer from the burning coal to the water whilst reducing heat loss. Burning fuel in the fire tubes ensures that heat applies directly to the water surrounding the tubes. Encapsulating the heat source with water leads to minimal heat loss and quick, effective steam production.
Improved safety is the secondary role of internal combustion in a Lancashire boiler. Keeping flames within the fire tubes reduces the risk of external fires and makes it easier to manage combustion.
Additionally, a Lancashire boiler’s internal fire-tubes contribute to the boiler’s relatively compact design. The coal burns within the boiler, so there’s no need for separate external structures or equipment to handle fuel combustion.
Where was the Lancashire boiler commonly used?
The Lancashire boiler was commonly used in the following five applications.
- Textile production: The Lancashire boiler provides steam for dyeing, drying, and pressing.
- Sugar mills: These boilers supplied steam for heating and concentrating the sugar syrup during production.
- Paper mills: The steam produced by Lancashire boilers was used for pulp heating and paper drying.
- Chemical plants: Lancashire boilers produced steam for process heating and facilitating chemical reactions.
- Power plants: The Lancashire boiler saw use in power plants, where it generated steam to drive turbines.
The applications above highlight the Lancashire boiler’s versatility in different industrial settings. However, this boiler type was not used in marine or locomotive applications due to its large size and horizontal design.
Why is the Lancashire boiler preferred in certain industries?
The Lancashire boiler was favoured in industries like textile manufacturing, paper mills, and sugar processing for the five reasons below.
- Efficient steam production: Lancashire boilers’ efficient steam generation was crucial in textile mills for processes like dyeing and fabric pressing. Meanwhile, this efficiency facilitated the heating and treatment of raw materials in paper mills.
- Reliability: The boiler’s robust construction ensured long-term reliability, which was particularly valuable in continuous-operation facilities, such as textile and paper mills. Minimal downtime and low maintenance costs translated to more consistent production and reduced operational interruptions.
- Suitability for large-scale operations: The Lancashire boiler’s capacity for high-volume steam generation supported various stages of sugar refining, where ample steam supply was critical for effective processing.
- Easy operation and maintenance: The boiler’s operational simplicity was a major plus in industries where specialised boiler operation skills were limited. This ease of use proved beneficial in textile and paper mills, as well as sugar processing plants.
What are the advantages of Lancashire boilers?
Lancashire boilers offer the following four advantages.
- Efficient steam production: The boiler’s design allows for efficient heat transfer and steam generation thanks to the two integral fire tubes. This efficiency is crucial in industries requiring large amounts of steam for their operations.
- Reliability and durability: The Lancashire boiler is highly reliable and durable due to its robust construction and because it has few moving parts. It operates continuously for extended periods with minimal breakdowns.
- Suitable for large-scale operations: Lancashire boilers produced large amounts of steam quickly. This capacity for high-volume steam production made the boiler well-suited for large-scale industrial use.
- Ease of operation: The Lancashire boiler is relatively easy to operate. This simplicity reduces the need for highly skilled operators and makes it a cost-effective steam-production option for various businesses.
What are the disadvantages of Lancashire boilers?
Lancashire boilers have four distinct disadvantages listed below.
- Large size and space requirements: Lancashire boilers measure 23-30 feet in length and 8-11 feet in diameter. This large size made them impractical for facilities with limited area and made transportation and installation a challenge.
- Slow response to load changes: These boilers have a slower response to changes in steam demand. The inability to adjust output quickly is a drawback in operations where steam requirements fluctuate rapidly, such as chemical reaction, equipment sterilisation, and food production.
- Lower efficiency compared to modern boilers: Lancashire boilers are far less efficient compared to contemporary boilers. Modern boilers often feature improvements like better heat recovery systems and more efficient combustion technologies.
- Environmental impact: Lancashire boilers have a high environmental impact since they produce a large amount of emissions while burning coal. For example, producing 1 tonne of steam using the coal-fired Lancashire boiler would produce 300 kg of CO2 in emissions. Meanwhile, an efficient gas boiler would only emit 130 kg of CO2 to generate the same quantity of steam.
The disadvantages above have led to a decline in the use of Lancashire boilers, with industries increasingly opting for modern, efficient, gas-fired alternatives. Additionally, electrical motors have replaced steam-driven engines in various production facilities, thus curbing the overall demand for industrial boilers.
How was the safety of Lancashire boilers ensured?
The safety of Lancashire boilers was ensured through a combination of design features, safety fittings, and regular maintenance procedures. Listed below are the six safety factors that minimised hazards during Lancashire boilers’ operation.
- Safety valves: Safety valves prevent overpressure and explosions by automatically releasing steam when the boiler pressure exceeds a predetermined level.
- Water level indicators: Water level indicators allow operators to monitor and adjust the water level, ensuring it remains within safe limits.
- Pressure gauges: These gauges provide continuous monitoring of the internal pressure of the boiler. They are essential for operators to ensure the boiler operates within its designed pressure range.
- Regular inspection and maintenance: Routine inspections and maintenance include checking for leaks, ensuring all fittings are functioning correctly, and cleaning the fire tubes to prevent blockage and overheating.
- Fusible plug: A fusible plug is installed to act as a last line of defence against overheating. It melts at a specific temperature, releasing steam to lower the pressure and alerting operators to an overheating issue.
- Fire safety measures: Since the Lancashire boiler is internally fired, fire safety measures are crucial. This includes ensuring proper ventilation, regular cleaning to prevent coal dust accumulation, and safe handling of fuel.
What regular maintenance does the Lancashire Boiler require?
Below are the seven typical activities that would have taken place during routine maintenance of a Lancashire boiler.
- Cleaning of fire-tubes: One of the primary maintenance tasks is cleaning the fire-tubes. Soot and other combustion residue accumulate in these tubes, reducing boiler efficiency and increasing the risk of overheating.
- Inspection of safety valves and pressure gauges: Safety valves and pressure gauges need regular inspection and testing to ensure they show pressure correctly and release it as required.
- Checking water level indicators: Regular checks of water level indicators ensure the boiler has the correct water level. Preventing low water levels helps avert issues such as overheating and tube defects.
- Monitoring and cleaning of the chimney: The chimney requires monitoring for blockages and regular cleaning to ensure the efficient exhaust of gases. Blocked chimneys reduce combustion efficiency and increase the risk of hazardous situations.
- Inspecting and maintaining boiler fittings: All boiler fittings, including valves, pipes, and joints, need regular inspection for leaks or wear. Timely repair or replacement of these parts is essential to maintain the boiler’s integrity and performance.
- Routine checks for corrosion and wear: The boiler should be inspected for signs of corrosion or wear, particularly in areas exposed to water and high temperatures. Addressing these issues promptly prevents leaks and structural failures.
- Ash removal: Regular removal of ash from the firebox and grates is necessary to maintain efficient combustion and prevent clogging.
How does the Lancashire boiler compare to other steam boiler types?
The Lancashire boiler exhibits distinct characteristics in terms of design, efficiency, and capacity compared to other steam boiler types. Below are the six key differences between Lancashire boilers and their steam boiler peers.
- Design and operation: The Lancashire boiler is a fire-tube boiler, meaning the hot gases pass through tubes surrounded by water. This type differs from water-tube boilers, in which water passes through tubes surrounded by hot gases. The fire-tube design of the Lancashire boiler results in slower steam production but offers more robust and durable construction.
- Efficiency: Modern steam boilers, especially water-tube types, are more efficient than Lancashire boilers. They are designed to generate steam at higher pressures and are more efficient in fuel consumption and heat transfer.
- Size and space requirement: Lancashire boilers are larger and require more space compared to modern steam boilers. This bulkiness is a limitation in settings where space is at a premium.
- Steam capacity: The Lancashire boiler is capable of producing a high volume of steam, but it does so at lower pressures compared to modern high-pressure boilers. This characteristic makes Lancashire boilers less suitable for applications requiring high-pressure steam.